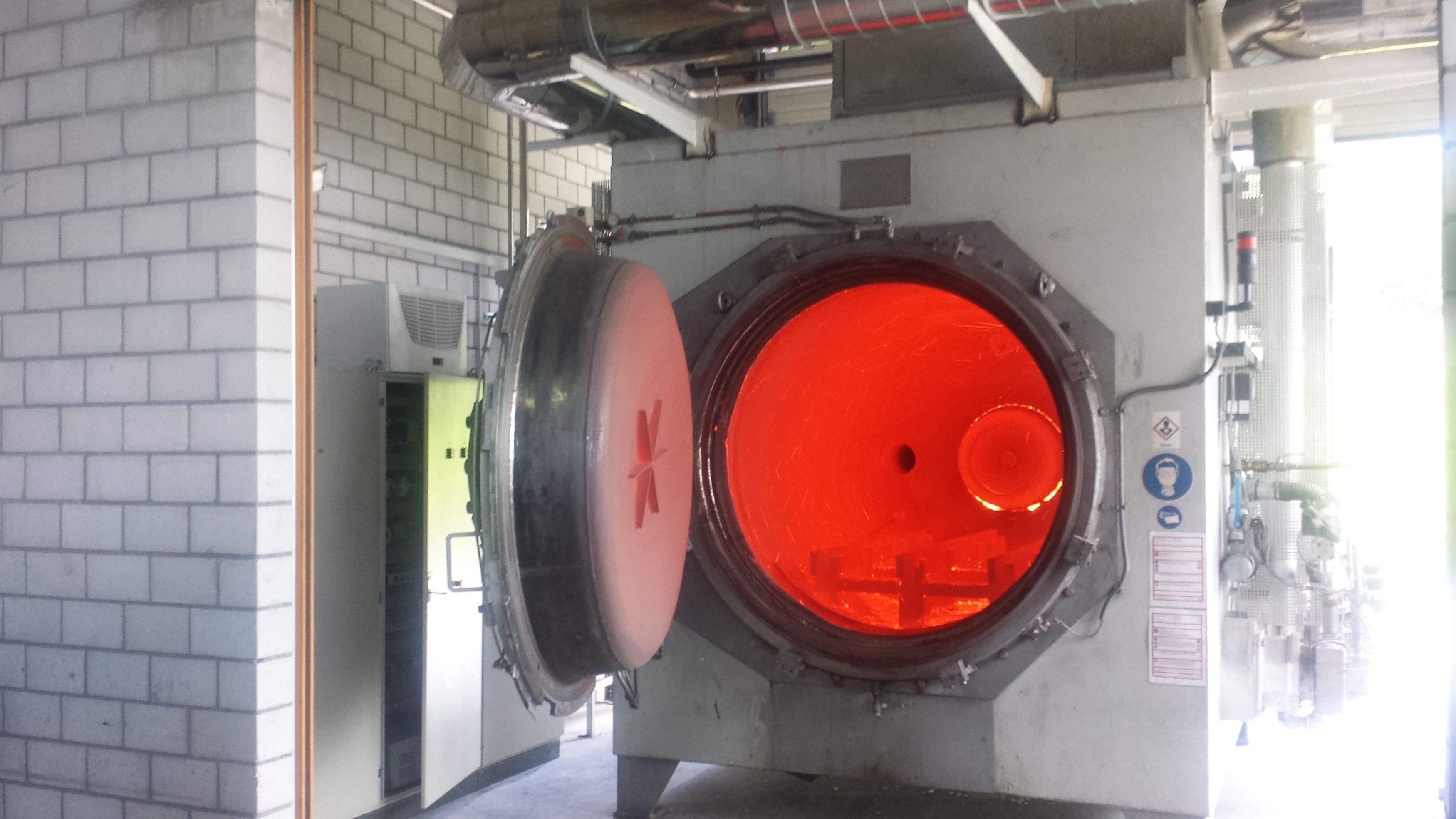
Glühverfahren
Unter Glühen versteht man die Behandlung eines Werkstückes bei einer bestimmten Temperatur, mit einer bestimmten Haltedauer und einer nachfolgenden, der Erzielung der angestrebten Werkstoffeigenschaften angepassten Abkühlung. In unseren Anlagen können wir die gängigen Glühverfahren für Stahlwerkstoffe sowohl unter Luft, Schutzgas oder Vakuum durchführen.
Wir bieten folgende Glühverfahren an:
Normalglühen
Soll ein gleichmäßiges und feinkörniges Gefüge nach einer Vorbehandlung (gießen, härten, schmieden, ...) wiederherstellen. Dieser Zustand lässt sich immer wieder herstellen.
Spannungsarmglühen
Das Spannungsarmglühen hat den Zweck, Spannungen im Inneren eines Werkzeuges abzubauen. Durch das Glühen beginnt der Werkstoff plastisch zu fließen.
Entstehungen von Eigenspannungen:
- ungleichmäßiges Abkühlen
- Kaltverformung
- Zerspanung (Drehen, Fräsen, …)
- Schweißen
- Schmieden
Diffusionsglühen
Ist ein Glühen bei sehr hohen Temperaturen mit sehr langer Haltezeit.
Zweckmässig beim:
- Beseitigung von löslichen Phasen an den Korngrenzen
- Änderung der Geometrie von unlöslichen Karbiden oder Nitriden
- Bilden von rundlichen Gefügeausbildungen statt nadeligen oder länglichen
- Ausgleich örtlicher Unterschiede von chemischen Zusammensetzungen
Weichglühen
Durch das Weichglühen soll der Stahl eine geringe Festigkeit und Härte und eine hohe Verformbarkeit erhalten. Die Zerspanung und die Umformung werden verbessert. Abkühlung erfolgt langsam bis 600°C, dann beliebig.
Lösungsglühen
Rekristallisationsglühen
Ist ein Glühen bei Temperaturen über der Rekristallisationstemperatur des Werkstoffes, um die Kaltverfestigung zu beseitigen. Dadurch ist eine weitere Umformung wieder möglich.
Grobkornglühen
Das Grobkornglühen dient zur Herstellung eines groben Gefüges, welches weniger Festigkeit hat und sich deshalb besser zerspanen lässt.
Ausscheidungshärten/Auslagern von Nichteisenmetallen
Schutzgas-Glühen
|
Max. Chargengrösse: L 1800 x B 1200 x H 1000 mm |
|
|
Max. Chargengewicht: 3000 kg |
Max. Glühtemperatur:
1000 Grad